


Tin tức - bài viết
Hàn inox vi sinh cho thợ mới phần 2
Th7
Hàn inox vi sinh cho thợ mới phần 2
1 Tổng quan:
Hàn inox vi sinh là phương pháp hàn không điểm chết, lồng khí agron, việc hàn đòi hỏi thợ tập luyện nhiều và công tác chuẩn bị và máy móc phục vụ hàn, dẫn đến chi phí hàn hàn khá đắt đỏ. Anh em thợ hàn có trình độ có thể nhận được mức lương rất cao. Nhằm rút ngắn quá trình học hỏi kỹ năng hàn ống inox vi sinh chúng tôi xin đưa một vài kinh nghiệm cho thợ mới để có thể tập hàn nhữn mối hàn inox vi sinh. Hi vọng có thể giúp đỡ một phần nào cho anh em
2. Quá trình chuẩn bị hàn ống inox vi sinh.
2.1 Chuẩn bị thiết bị
Để có thể thực hiện hàn anh em có tham khảo một số loại thiết bị sau:
A. Máy hàn tig: Máy hàn để hàn inox vi sinh là loại máy hàn chuyên dụng có chức năng xung, 2T, 4T khác với hàn inox thường chỉ cần nhấp nhả, chấm bong, hàn inox vi sinh cần độ xâm nhập sâu hơn, liền bên trong, máy hàn không chức năng xung và hàn liên tục hơi khó thao tác. Máy hàn chúng tôi khuyến khích các bạn sử dụng là panasonic Tig 200 A trở lên, hoặc các loại máy cao cấp hơn của châu âu mà giá thành sẽ cao hơn.

B. Cưa vòng hoặc cưa tua chậm cắt inox chúng tôi khuyên các bạn sử dụng cưa vòng vì ít ồn hơn và ít nguy hiểm.
Tác dụng của nó là cắt ống và phụ kiện phẳng, không dính nhiều mặt sắt, ko cháy inox, mối cắt bằng khi ráp phụ kiện hàn khoảng hở tối thiểu, giúp dễ hàn hơn, hàn đẹp hơn

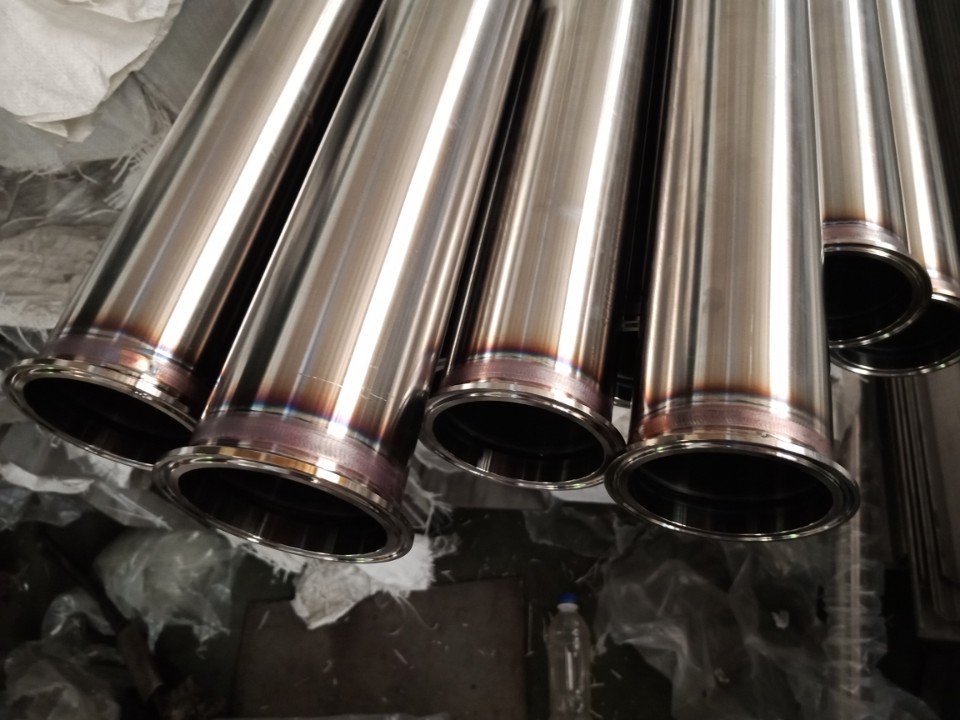
C. Khi Agron để lồng vào ống
Khi lồng vào trong ống là khí Argon, lồng khí bên trong giúp mối hàn bên trong ko bị oxy hóa cháy đen, mối hàn sẽ đẹp, chú ý là khi lồng khí là dòng khí phải tần hoàn trong ống để đuổi khí oxy và khí CO bị cháy trong ống ra ngoài, không phải là kín hoàn toàn, vi vậy đầu khí vào và phải để cho khí ra đầu kia, để tiết kiệm khí và tạo áp xuất khí trong ống đầu ra phải nhỏ .( Còn tiếp chưa viết xong)



